




RHI è specializzata nella produzione di sbarre di alta qualità per il nuovo settore energetico utilizzando rame di grado industriale con una purezza minima del 99,9%. Il nostro processo di produzione integrato e le tecniche di saldatura avanzate, tra cui la saldatura di testa, la saldatura a sovrapposizione e la saldatura ad attrito, garantiscono connessioni affidabili per le sbarre collettrici rame-alluminio. Forniamo soluzioni di sbarre di livello superiore per la trasmissione e la distribuzione di energia, soddisfacendo rigorosi standard di prestazioni e affidabilità.
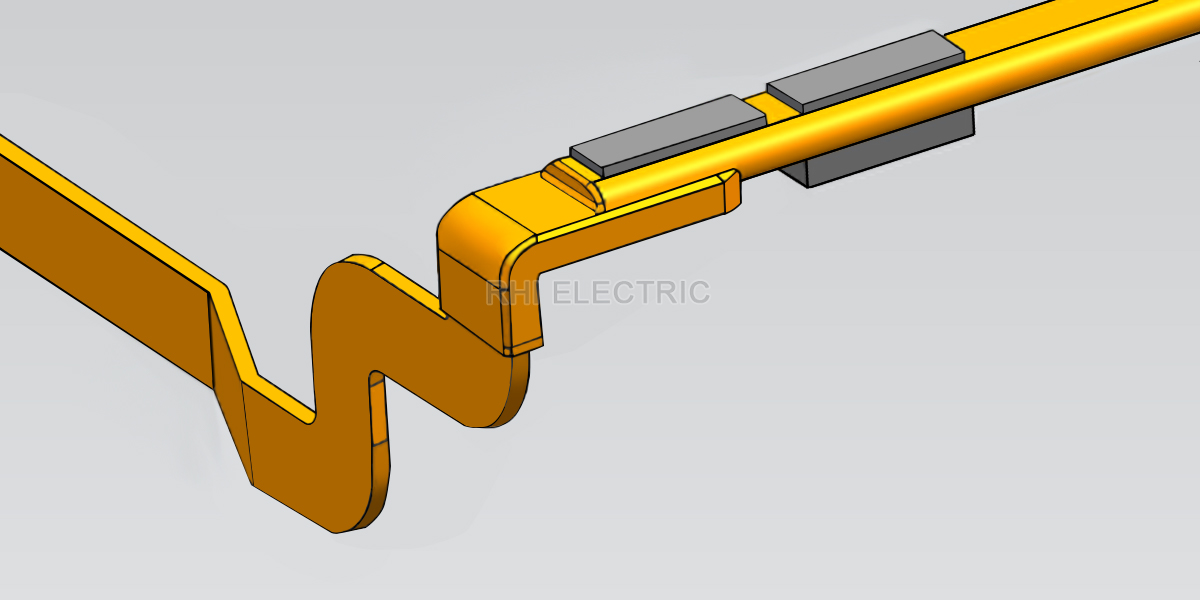
Saldatura di testa al laser (saldatura di testa)
La saldatura laser di testa utilizza un raggio laser ad alta energia per unire i materiali, offrendo i seguenti vantaggi:
- Alta precisione e HAZ minima:Il raggio laser focalizzato consente una saldatura precisa di forme complesse e componenti fini, minimizzando la distorsione e riducendo il trattamento post-saldatura.
- Elevata resistenza e velocità:La saldatura laser crea saldature più resistenti del materiale di base, ideali per componenti ad alta resistenza. La sua velocità aumenta l’efficienza produttiva, supportando la produzione di massa e l’automazione.
- Nessun materiale di riempimento necessario:In genere, non è richiesto alcun materiale di apporto, riducendo così i costi e gli sprechi pur mantenendo la purezza della saldatura e un'elevata conduttività.
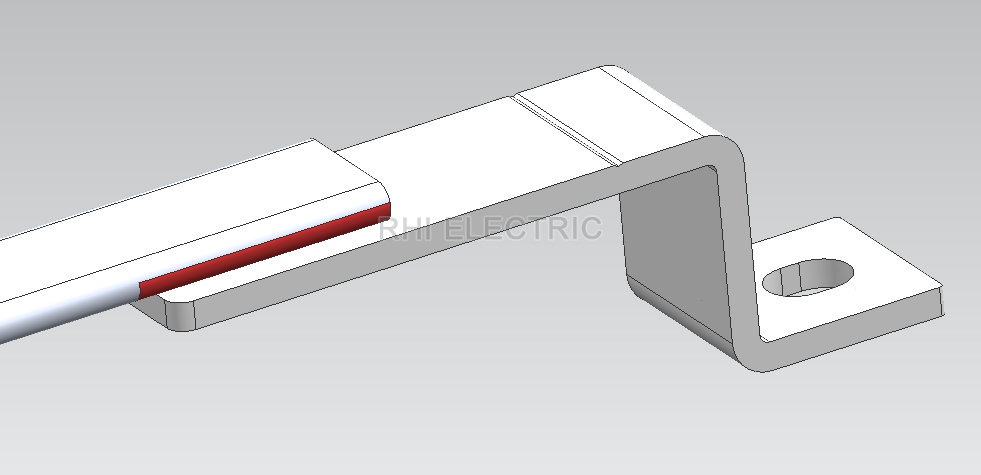
Brasatura per diffusione (saldatura sovrapposta)
La brasatura per diffusione è un processo di saldatura ad alta temperatura che unisce i materiali attraverso la diffusione, ideale per unire materiali diversi. I principali vantaggi includono:
- Forte legame metallurgico:Forma un legame robusto con resistenza e tenacità paragonabili al materiale di base, adatto per collegamenti meccanici ed elettrici impegnativi.
- Adattabile per Grandi Aree e Strutture Multistrato:Fornisce una saldatura uniforme per componenti di grandi dimensioni, migliorando consistenza e stabilità, soprattutto nei compositi multistrato.
- Basso stress residuo:Il riscaldamento e il raffreddamento graduali riducono al minimo le tensioni residue, migliorando la stabilità e la durata della struttura saldata.
Saldatura per diffusione di polimeri (saldatura sovrapposta)
La saldatura per diffusione polimerica, o saldatura atomica, è un metodo a stato solido che unisce i materiali attraverso la diffusione atomica riscaldando le parti al di sotto del loro punto di fusione e applicando pressione per formare forti legami metallici attraverso l'interfaccia.
- Versatilità dei materiali:Unisce efficacemente diversi polimeri e polimeri con i metalli, migliorando la flessibilità nella progettazione delle sbarre collettrici e nella selezione dei materiali.
- Resistenza alla corrosione:I giunti saldati offrono una tenuta e una resistenza chimica superiori, ideali per ambienti difficili e una maggiore durata del prodotto.
- Proprietà ad alta temperatura e di isolamento:I polimeri saldati mantengono la resistenza alle alte temperature e l'isolamento, garantendo un funzionamento stabile delle sbarre in condizioni difficili.
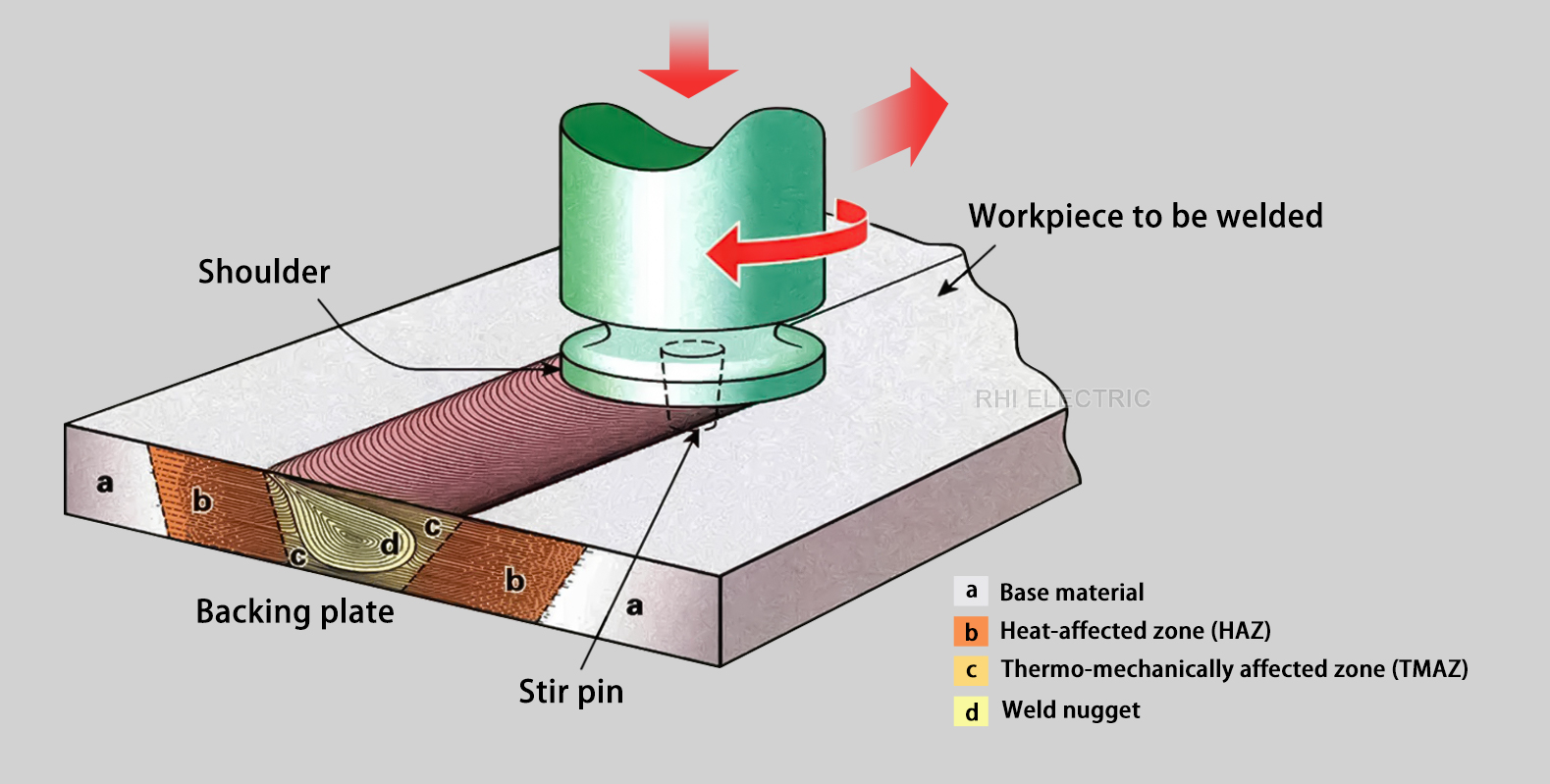
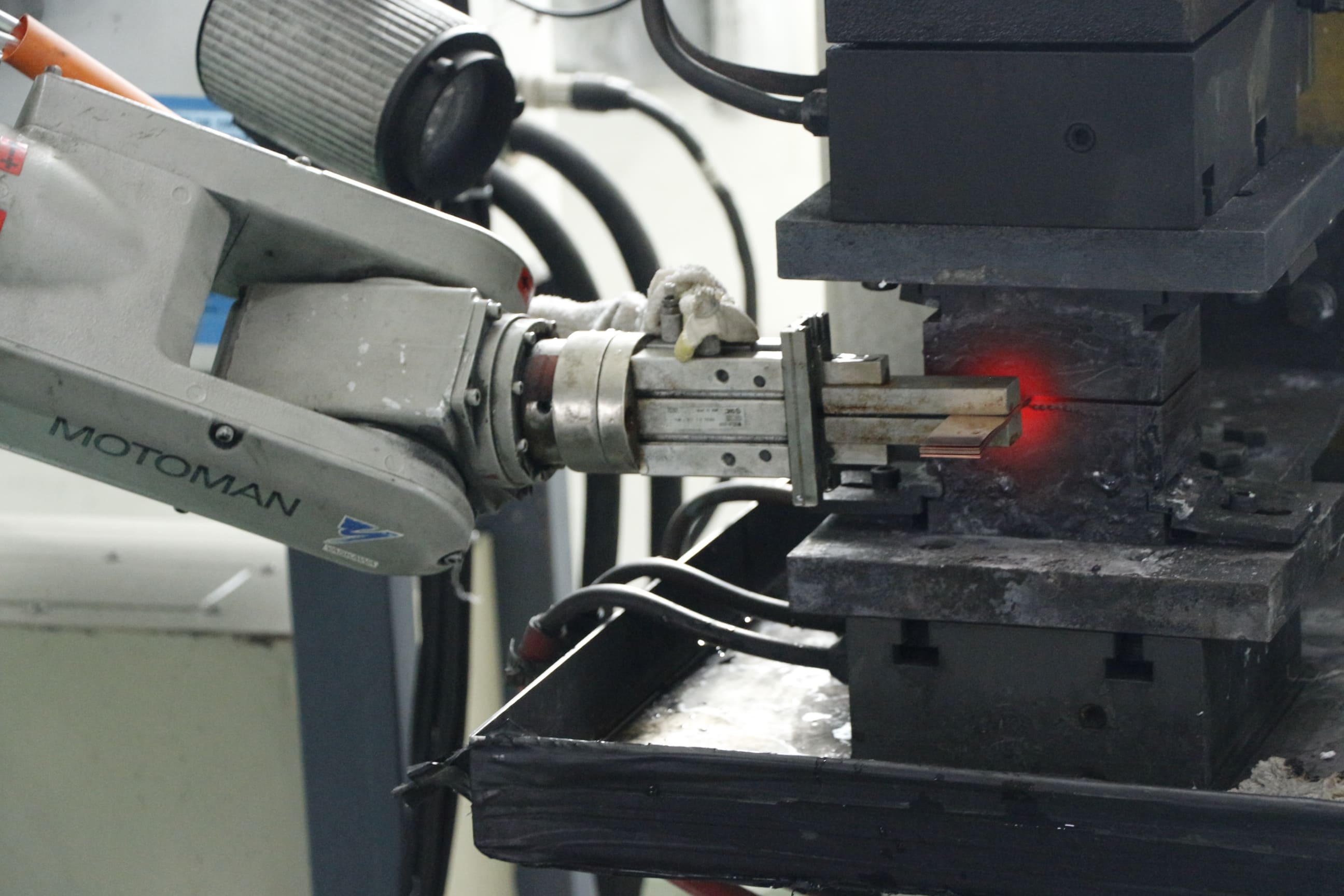
Saldatura per attrito (saldatura per attrito)
La saldatura per attrito (FSW) è una tecnica di incollaggio a stato solido che utilizza una testa di agitazione rotante per penetrare nei materiali saldati, generando calore per attrito che ammorbidisce il materiale. Lo strumento di agitazione si muove lungo l'interfaccia di saldatura, trasferendo il materiale ammorbidito dalla parte anteriore a quella posteriore, ottenendo un legame allo stato solido tra i pezzi attraverso la forgiatura meccanica. I principali vantaggi della saldatura ad attrito includono:
.png)
- Nessun processo di fusione:Essendo un processo di saldatura allo stato solido, la saldatura per attrito non scioglie il materiale, evitando così difetti tipici della saldatura come porosità e crepe, migliorando la qualità della saldatura.
- Elevata efficienza e resistenza della saldatura:Questo metodo non produce fumi o gas nocivi durante la saldatura e i giunti di saldatura presentano elevata resistenza e tenacità, soddisfacendo i duplici requisiti di leggerezza e resistenza nelle nuove apparecchiature energetiche.
- Adatto per la saldatura di materiali diversi:La saldatura ad attrito può saldare efficacemente metalli diversi, come alluminio e rame, offrendo maggiori possibilità per la progettazione delle sbarre collettrici.
Sfide nella saldatura rame-alluminio
La saldatura rame-alluminio presenta sfide uniche a causa delle differenze dei materiali e delle loro proprietà fisiche distinte, che la rendono più complessa rispetto alla saldatura di metalli identici.
1.Ossidazione:Il rame e l'alluminio si ossidano facilmente durante la saldatura, formando ossidi ad alto punto di fusione che compromettono l'integrità della saldatura e aumentano la difficoltà.
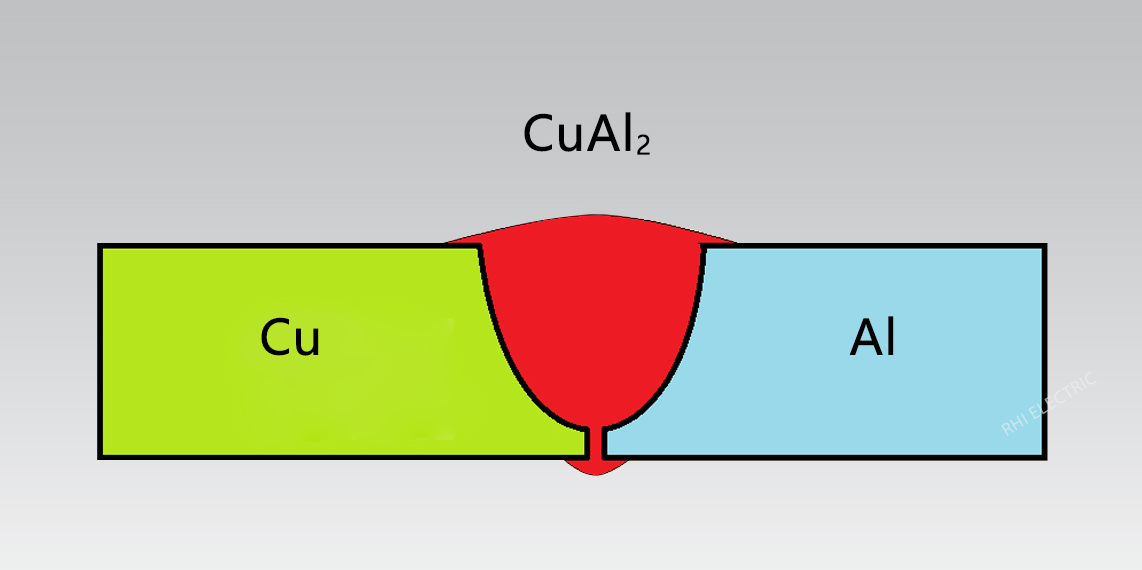
2.Fragilità e screpolature:I giunti rame-alluminio sono soggetti a fragilità, soprattutto vicino al lato rame, dove possono formarsi fragili composti rame-alluminio che portano a crepe.
3. Disparità del punto di fusione:La differenza significativa nei punti di fusione tra rame e alluminio fa sì che l'alluminio si sciolga prima mentre il rame rimane solido, complicando il controllo della saldatura.
4. Alta conducibilità termica:L'elevata conduttività termica di entrambi i metalli provoca un rapido raffreddamento della saldatura, intrappolando i gas e portando alla porosità.
Soluzioni per la Saldatura Rame-Alluminio
1. Prima della saldatura, sulla barra collettrice in rame viene applicato un rivestimento di nichel per aumentare il contenuto di nichel nel giunto, riducendo al minimo la formazione di composti intermetallici rame-alluminio. Ciò previene efficacemente la diffusione del materiale e migliora l'affidabilità del giunto.
2. Controllo preciso della temperatura e del tempo:
UN. Evitare temperature eutettiche: l'ottimizzazione della temperatura di saldatura riduce il rischio di formazione di composti intermetallici.
B. Controllo avanzato della temperatura: utilizzo di apparecchiature di precisione per controllare la temperatura di saldatura e i limiti di tempo, diffusione rame-alluminio e formazione intermetallica.
C.Metodi di riscaldamento rapido:Le tecniche di riscaldamento ad alta efficienza riducono i tempi di saldatura, riducendo l'esposizione alle alte temperature e minimizzando lo spessore degli strati intermetallici.
3. Ottimizzazione del trattamento superficiale: la pulizia delle superfici in rame e alluminio, in particolare la rimozione degli strati di ossido di alluminio, migliora il flusso e l'uniformità della saldatura, migliorando la qualità complessiva della saldatura.